
破碎机轴承位、传动部位磨损解决方案
作者:admin
更新时间:2016-05-13
点击数:
一、破碎机传动部位磨损
破碎机主要对各类石料进行破碎作业,根据破碎的原理不同和产品颗粒大小不同,又分为很多型号。破碎机广泛运用于矿山、冶炼、建材、公路、铁路、水利和化学工业等众多部门。破碎机是由英国人恒安发明的。破碎作业常按给料和排料粒度的大小分为粗碎、中碎和细碎。常用的破碎机有颚式破碎机、反击式破碎机,冲击式破碎机,复合式破碎机,单段锤式破碎机,立式破碎机,旋回破碎机、圆锥式破碎机、辊式破碎机、双辊式破碎机等几种。
由于破碎机工作条件相对比较恶劣,在运行过程中承受的力矩或振动较大,常会造成传动系统故障,常见的有轴承室、轴承位磨损,轴头、键槽磨损,皮带轮、联轴器或液力耦合器内孔磨损等。同时由于生产现场粉尘比较严重、润滑条件不良,也会加速传动部位的磨损。
另外现代生产企业生产自动化、连续化程度高,对设备平稳运行的要求也越来越高。而破碎设备也在向大型化、高产量化方向发展,拆卸、运输、维修难度也在不断增大,若没有先进的维修手段,以上设备问题一旦发生,不能在第一时间快速有效解决,势必会严重影响企业的生产。
二、破碎机传动部位磨损的修复方法
目前,出现破碎机传动部位磨损企业通常采用的方法为更换新部件和补焊后机加工的方式来修复,更换新部件的费用高,而采用补焊后机加工的方式修复,轴受热应力的影响非常大,导致轴的金相组织相变,产生应力集中,而电刷镀、热喷涂、激光熔覆等修复工艺受各种条件的制约和影响,修复效果也不够理想,而且修复工时长,成本高。同时这些传统方法的延续对设备管理工作也不会带来实质性的提升。
索雷SD7101H石墨烯聚合物复合材料(简称,索雷碳纳米聚合物复合材料),是由石墨烯增强的新一代聚合物复合材料。主要应用于航空航天、石油化工、钢铁冶金、水泥建材、船舶制造、发电厂、核电、海上钻井平台等行业领域。该材料与传统的高分子复合材料相比其优势主要体现在更高的拉伸强度、抗弯曲强度、抗剪切强度、抗压强度、抗腐蚀性能、抗紫外线、抗老化、导电性等方面。为用户在设备防护、修复再制造等领域提供更安全保障和更长使用寿命的同时,也实现了设备管理和维修维护工作的升级和进步。
三、索雷技术金属修复的原理
因金属材质为“常量关系”,虽然强度较高,但抗冲击性以及退让性较差,所以长期的运行必造成配合间隙不断增大造成轴磨损,意识到这种关键原因后,欧美新技术研究机构研制的高分子纳米聚合物复合材料既具有金属所要求的强度和硬度,又具有金属所不具备的退让性(变量关系),通过“模具修复”、“部件对应关系”、“机械加工”等工艺,可以最大限度确保修复部位和配合部件的尺寸配合;同时,利用复合材料本身所具有的抗压、抗弯曲、延展率等综合优势,可以有效地吸收外力的冲击,极大化解和抵消轴承对轴的径向冲击力,并避免了间隙出现的可能性,也就避免了设备因间隙增大而造成相对运动的磨损,所以针对轴与轴承的静配合,复合材料不是靠“硬度”来解决设备磨损的,而是靠改变力的关系来满足设备的运行要求。
经实践证明,索雷碳纳米聚合物复合材料在修复许多大型传动部件的磨损方面具有无可比拟的优势,其独特的碳纳米技术不仅大幅提高了材料的综合性能和机械性能,同时提升了材料的抗冲击性能,缓解和抵消了机器运转过程中所受到的冲击力和复合机械力,从而延长了部件的使用寿命。
四、破碎机传动部位磨损修复标准
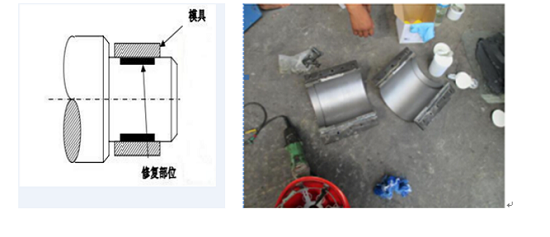
Ⅰ、破碎机轴承位磨损模具修复
破碎机工况条件恶劣,受力较大,为了尽可能的保证修复设备的精度,建议对磨损的轴承位进行机加工或模具修复,由于破碎机轴都比较庞大,采用模具修复的较多,以下为索雷技术模具修复标准:
模具修复的适用范围:模具修复是针对一些转速较高、同轴度要求较高、设备精度要求较高、设备受力大,比较重要的场合的轴类磨损问题而采取的一种修复方案。适合轴径较大而又不方便拆卸的轴类磨损的现场修复。修复后,轴的同轴度以及表面精度得以很好的保证,从而保证了修复后的使用效果。在造纸企业的烘缸轴头、水泥、冶金、矿山等企业的破碎机轴头、大型风机轴承位磨损、水环真空泵轴承位等重要轴类磨损方面得到了广泛的应用。
模具的制作:模具定位分为单边点位和双边定位,通常利用磨损轴径的前后轴肩进行单边或双边定位,为了保证精度,选择双边定位更加可靠,也可选择单边定位,选择单边定位可以适当延长定位长度。若前后轴肩有磨损情况,也可利用中心孔进行定位。首先测量磨损的轴径和前后尺寸情况,对照图纸看有无变化,以实测数据为准制作模具。模具材质可以为中碳钢或灰口铸铁,选择厚壁管、圆钢或铸造,要保证加工后的模具壁厚大于25mm厚度,同时采取必要的热处理,以保证模具的强度和夹紧后的模具变形尽量小。首先粗加工内孔(留有足够的加工余量),然后沿中分面剖开(建议采用线切割),模具两面焊接用于紧固的加强筋,然后精加工模具内孔,加工精度直接关系到修复后的尺寸精度。
模具修复的步骤:
1、准备好工具,包括无水乙醇、气焊枪、磨光机、毛刷、棉纱、索雷碳纳米金属基聚合物复合材料7101H、索雷脱模剂SD7000、必要的工具等;
2、磨损的轴头部位用气焊枪进行除油,烤出渗入金属基材的油脂,无火星四射为止,为防止温度升高,可分多次烘烤;
3、用磨光机打磨磨损部位表面,直至露出金属原色,表面尽可能粗糙、坚实、干净,空试模具,测试模具制作的是否合适,若存在问题,及时进行处理;
4、使用无水乙醇清洁金属表面,模具清洁后,表面刷涂索雷脱模剂SD7000,晾干;
5、调和索雷SD7101H材料,直至均匀无色差,首先在磨损的轴颈表面薄薄涂抹一层,反复按压,然后一层一层涂抹至略高于修复层工作面。模具表面薄薄涂抹一层,然后夹紧模具。
6、材料固化:材料固化时间为常温24小时,可采用加温的方式加速固化,温度每提升11℃,固化时间缩短一半。为保证和提升材料的综合性能,建议采取后固化60-80℃环境下保持2-4小时。
7、拆卸模具,测量修复后的尺寸,修磨余料,热装轴承。开机运行。
Ⅱ、破碎机传动部位磨损部件对应关系修复
破碎机在高负荷下长期运转,传动部位传递较高转速、大扭矩,易产生配合部件之间相对松动而导致传动部件磨损。经常出现键槽间隙变大或滚键、轴表面或配合内孔表面磨损的情况。这种损坏发生后,可根据现场情况进行分析,设计合适的修复方案。现就该类问题使用较多的部件对应修复方案进行阐述。
部件对应关系修复的适用范围:部件对应关系修复的前提是,相互配合的机械零件之间必须是有一个标准尺寸的零件,以此标准面修复另一个标准面。如相互配合的轴和孔、键槽和键等。若配合的轴和孔均出现磨损,必须先修复其中一个作为基准面。
部件对应关系修复传动部位磨损的步骤:
1、准备好工具,包括无水乙醇、气焊枪、磨光机、毛刷、棉纱、索雷碳纳米金属基聚合物复合材料7101H、索雷脱模剂SD7000、必要的工具等;
2、测量磨损尺寸,包括轴、孔、键槽等部位,设计修复方案,根据现场尺寸准备新键,或新的部件;
3、磨损的轴头部位用气焊枪进行除油,烤出渗入金属基材的油脂,无火星四射为止,为防止温度升高,可分多次烘烤;
4、用磨光机打磨磨损部位表面,直至露出金属原色,表面尽可能粗糙、坚实、干净;若键槽出现滚键现象,先补焊键槽,用磨光机修磨至与准备的新键配合较为适宜;
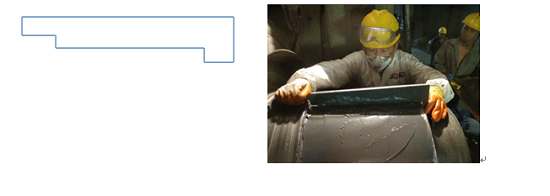
5、修复磨损的轴头可以根据未磨损的面进行刮涂的方式进行修复,若没有未磨损的面可以根据前后轴肩加工定位卡尺来修复;调和索雷SD7101H材料,直至均匀无色差,首先在磨损的轴颈表面薄薄涂抹一层,反复按压,然后一层一层涂抹至略高于修复层工作面,用刮尺刮平;
6、若配合的孔出现磨损,建议根据上述方法进行修复或更换新部件;
7、材料固化,材料固化时间为常温24小时,可采用加温的方式加速固化,温度每提升11℃,固化时间缩短一半;为保证和提升材料的综合性能,建议采取后固化60-80℃环境下保持2-4小时。
8、对材料进行表面修磨,打去高点,空装配合,测试配合尺寸,标准面表面、键表面刷涂索雷脱模剂SD7000,晾干;
9、再次调和索雷SD7101H材料,在修复表面薄薄涂抹一层,根据部件对应关系进行装配,材料固化后即可开机运行。
下图为定位卡尺(样板)刮涂示例:
五、破碎机传动部位磨损修复案例
鄂式破碎机轴承位磨损,轴颈200mm、磨损深度1-15mm、磨损宽度185mm、紧定套配合、工作温度80-100℃、转速约400r/min。根据轴颈尺寸及配合公差,现场采用“模具修复工艺”以恢复最佳同轴度,3小时完成修复。

六、使用索雷技术修复破碎机传动部位磨损后的使用效果
经实践验证,索雷技术修复破碎机轴承位、传动部位磨损后的使用效果良好。平均使用寿命达到甚至超过了新部件的使用寿命,得到了众多企业的认可。
索雷技术不但在破碎机磨损修复方面得到了良好的应用,而且在水泥行业立磨磨辊本体磨损、立磨磨辊轴承位、轴承室磨损、风机、辊压机轴承位磨损、提升机轴承位磨损、减速机渗漏油、减速机轴承位、轴承室磨损、煤粉转子秤冲刷磨损、稀油站换热器清洗、托轮瓦座球体清洗等方面得到了广泛的应用。http://www.zbsolid.com



